
Производитель машин для сварки дыхательных клапанов для респираторов
Сразу скажу, что тема производителей машин для сварки дыхательных клапанов для респираторов часто вызывает недопонимание. Многие считают, что это простая механическая операция. На самом деле, тут гораздо больше нюансов, чем кажется. Не просто сварить два куска металла – нужно обеспечить герметичность, прочность, соответствие строжайшим требованиям безопасности и, конечно, долговечность. Это касается как самой машины, так и используемых материалов и технологического процесса.
Проблема герметичности и прочности шва
Основная сложность в сварке дыхательных клапанов – это обеспечение абсолютной герметичности шва. Респиратор, в конечном итоге, должен создавать непроницаемый барьер для вредных веществ. Любая трещина, даже микроскопическая, может поставить под угрозу жизнь пользователя. Поэтому используемые методы сварки должны быть максимально точными и надежными. Мы в своей практике столкнулись с ситуациями, когда казалось, что сварочный шов отлично выглядит визуально, но при испытаниях на прочность обнаруживались утечки. Это требовало повторной обработки, иногда – замены клапана.
Особую роль играет выбор сварочного метода. Часто используют ультразвуковую сварку, лазерную сварку, а также сварку сопротивлением. Каждый метод имеет свои преимущества и недостатки. Ультразвук хорошо подходит для тонких деталей, но может быть недостаточно эффективным для более толстых. Лазерная сварка обеспечивает высокую точность, но требует дорогостоящего оборудования и квалифицированного персонала. Сварка сопротивлением – более доступный вариант, но требует тщательной настройки параметров.
Влияние материала дыхательного клапана на выбор технологии
Материал дыхательного клапана также существенно влияет на выбор сварочной технологии. Обычно используются различные типы пластиков – полипропилен, полиэтилен, фторопласт. Каждый из них требует индивидуального подхода. Например, фторопласт отличается высокой химической стойкостью и термостойкостью, но сложнее в сварке. Пластики на основе полипропилена более подвержены деформации при нагреве, что требует более деликатного подхода к процессу сварки. Мы работали с клапанами из различных материалов, и каждый случай требовал своих, тщательно выверенных параметров.
Проблема расширения и сжатия материала при нагревании тоже стоит учитывать. При сварке необходимо минимизировать деформацию детали, чтобы избежать возникновения трещин и других дефектов. Для этого часто используют специальные приспособления и методы контроля температуры.
Автоматизация процесса сварки
Современные производители машин для сварки дыхательных клапанов для респираторов все чаще предлагают автоматизированные решения. Это позволяет повысить точность и скорость процесса, а также снизить вероятность человеческой ошибки. Автоматизированные линии позволяют обеспечить стабильное качество шва, что особенно важно для продукции, предназначенной для защиты жизни людей.
Автоматизация не означает, что оператор полностью выпадает из процесса. Он остается ответственным за настройку параметров сварки, контроль качества и оперативное устранение неисправностей. Автоматизированные системы, как правило, оснащены датчиками и системами контроля, которые автоматически регулируют параметры сварки в зависимости от типа материала и толщины детали. Это позволяет добиться оптимального качества шва в любых условиях.
Примеры автоматизированных систем сварки
Например, можно привести пример автоматизированной линии сварки дыхательных клапанов, разработанной компанией [ООО Прецизионное машиностроение Гуандун Куайюда](https://www.gdkyd.ru/). Она использует комбинацию ультразвуковой и лазерной сварки, а также систему контроля качества на основе машинного зрения. Система автоматически определяет тип материала и толщину детали, а затем выбирает оптимальные параметры сварки. Кроме того, система автоматически отбраковывает дефектные детали.
Контроль качества сварных швов
Контроль качества – это неотъемлемая часть процесса производства машин для сварки дыхательных клапанов для респираторов. Он включает в себя визуальный осмотр, ультразвуковой контроль, рентгеновский контроль и другие методы. Визуальный осмотр позволяет выявить грубые дефекты, такие как трещины и поры. Ультразвуковой контроль позволяет выявить скрытые дефекты, которые не видны при визуальном осмотре. Рентгеновский контроль – самый точный метод контроля качества, но также и самый дорогой.
На практике часто используют комбинацию нескольких методов контроля качества, чтобы максимально повысить надежность продукции. Например, сначала проводят визуальный осмотр, затем ультразвуковой контроль, а для наиболее важных деталей – рентгеновский контроль.
Ошибки и трудности при производстве
Мы сталкивались с различными ошибками и трудностями при производстве машин для сварки дыхательных клапанов для респираторов. Одна из самых распространенных ошибок – неправильный выбор сварочных параметров. Это может привести к образованию трещин, поры и других дефектов. Еще одна трудность – это высокая стоимость оборудования и материалов. Качественное оборудование и материалы – это залог надежности и безопасности продукции, но они требуют значительных инвестиций.
Иногда возникают проблемы с квалификацией персонала. Сварка дыхательных клапанов – это сложный процесс, который требует высокой квалификации и опыта. Поэтому важно обеспечить постоянное обучение и повышение квалификации сотрудников.
Заключение: перспективы развития отрасли
Отрасль производителей машин для сварки дыхательных клапанов для респираторов постоянно развивается. Появляются новые технологии, новые материалы, новые методы контроля качества. Автоматизация играет все более важную роль в этом процессе. Можно с уверенностью сказать, что в будущем мы увидим еще более эффективные, надежные и безопасные машины для сварки дыхательных клапанов.
Одним из перспективных направлений является разработка новых материалов с улучшенными характеристиками, таких как повышенная прочность, термостойкость и химическая стойкость. Также перспективным является развитие новых сварочных технологий, таких как плазменная сварка и сварка электронным лучом. Важно, чтобы производители машин для сварки дыхательных клапанов для респираторов постоянно следили за новыми тенденциями и внедряли их в свою производственную деятельность.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 KYD-MS001 Машина для производства одноразовых медицинских шапочек
KYD-MS001 Машина для производства одноразовых медицинских шапочек -
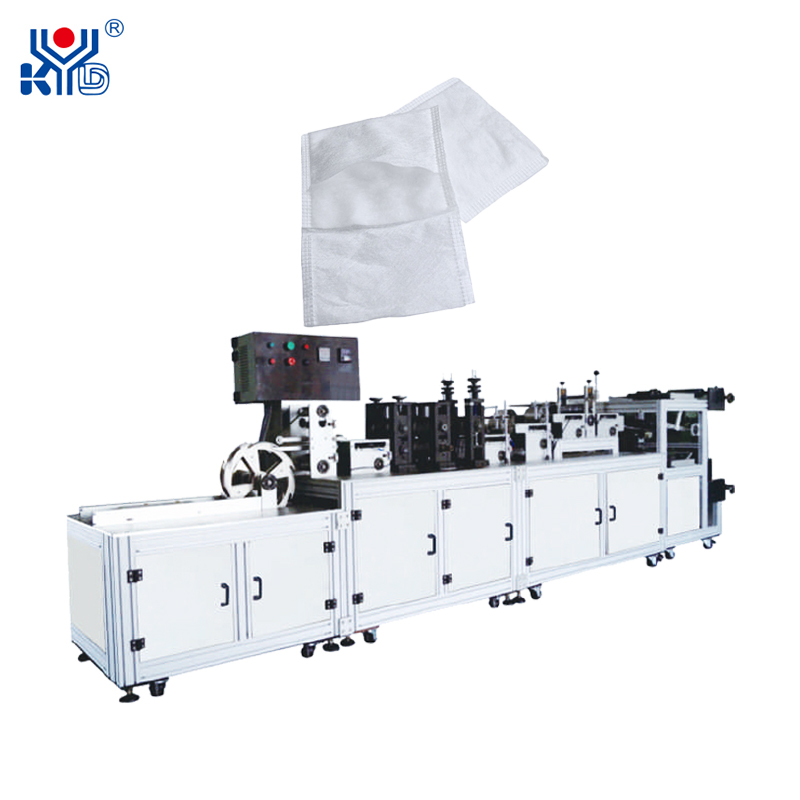
 KYD-MF005 Машина для производства медицинских хирургических масок с завязками
KYD-MF005 Машина для производства медицинских хирургических масок с завязками -
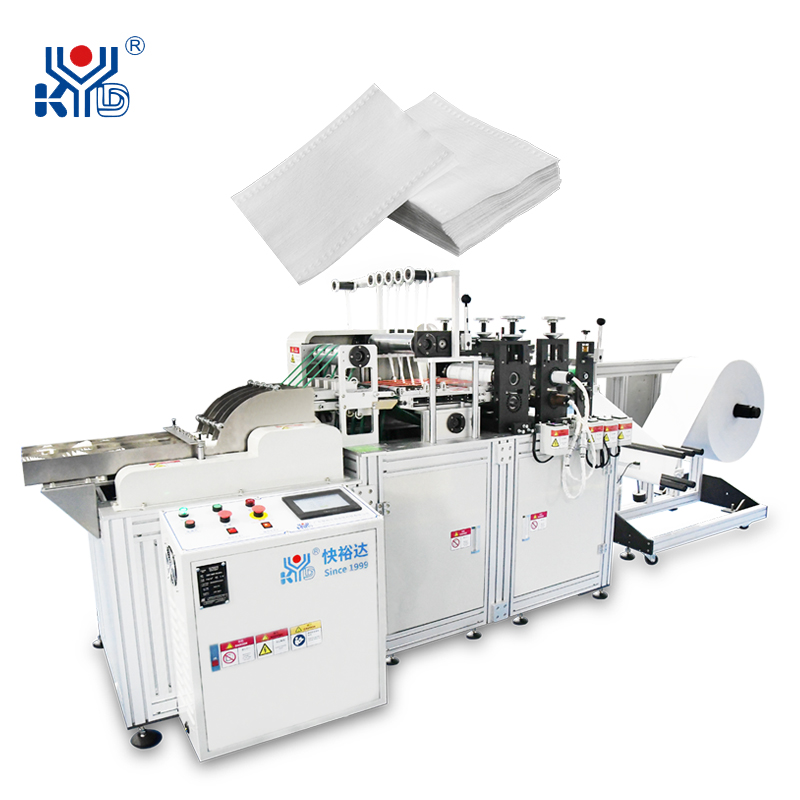
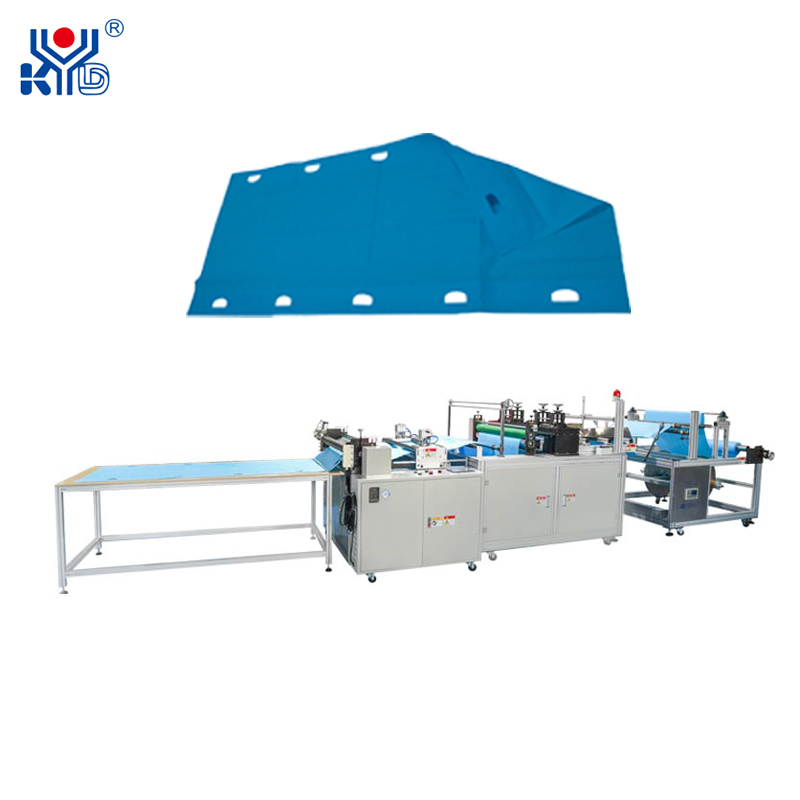 KYD-MS004 Машина для производства медицинских скользящих подкладок
KYD-MS004 Машина для производства медицинских скользящих подкладок -
 KYD-N003 Машина для производства квадратных ватных дисков
KYD-N003 Машина для производства квадратных ватных дисков -
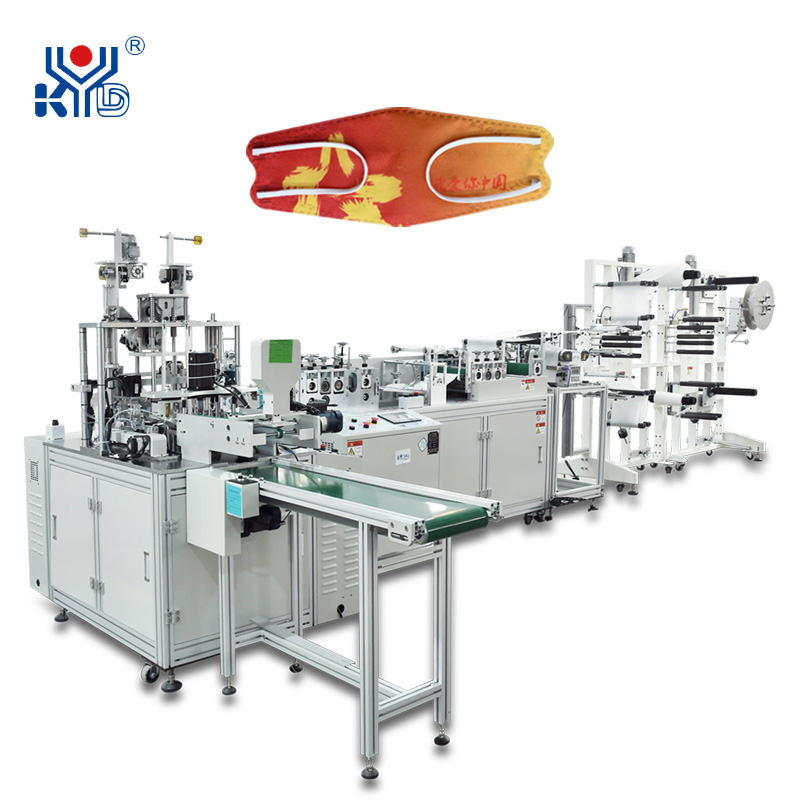
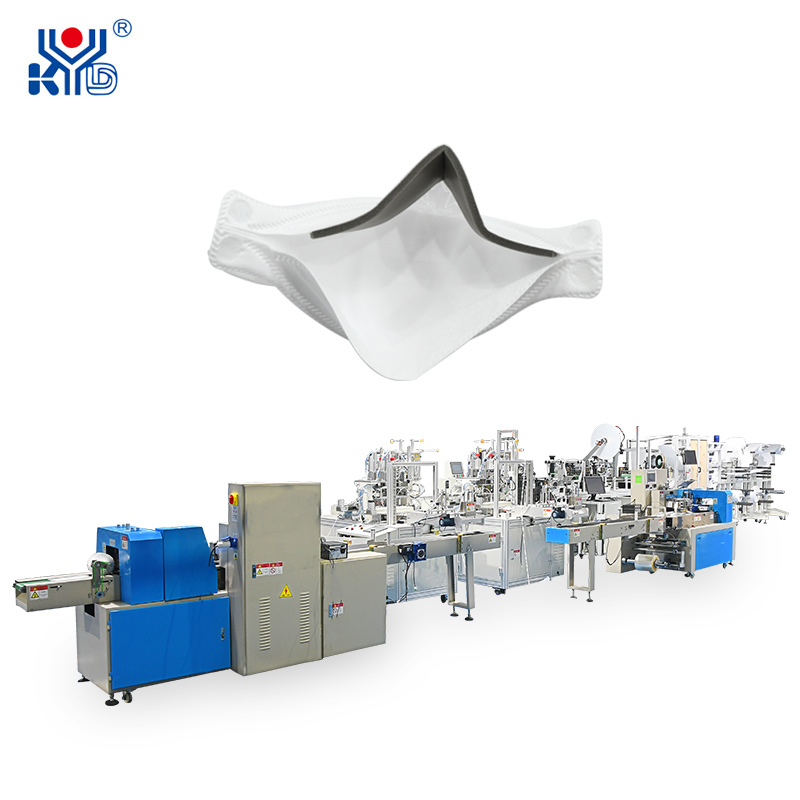
 KYD-FH005 Машина для производства четырёхпанельных респираторов
KYD-FH005 Машина для производства четырёхпанельных респираторов -
 KYD-MF017 Машина для производства медицинских масок с функцией цветовой идентификации
KYD-MF017 Машина для производства медицинских масок с функцией цветовой идентификации -
 KYD-FH012A Автоматическая упаковка для трёхпанельных респираторов с функцией помещения в коробки
KYD-FH012A Автоматическая упаковка для трёхпанельных респираторов с функцией помещения в коробки -
 KYD-FH018C Полностью автоматическая линия производства трёхпанельных респираторов с функцией контроля качества и упаковки
KYD-FH018C Полностью автоматическая линия производства трёхпанельных респираторов с функцией контроля качества и упаковки -
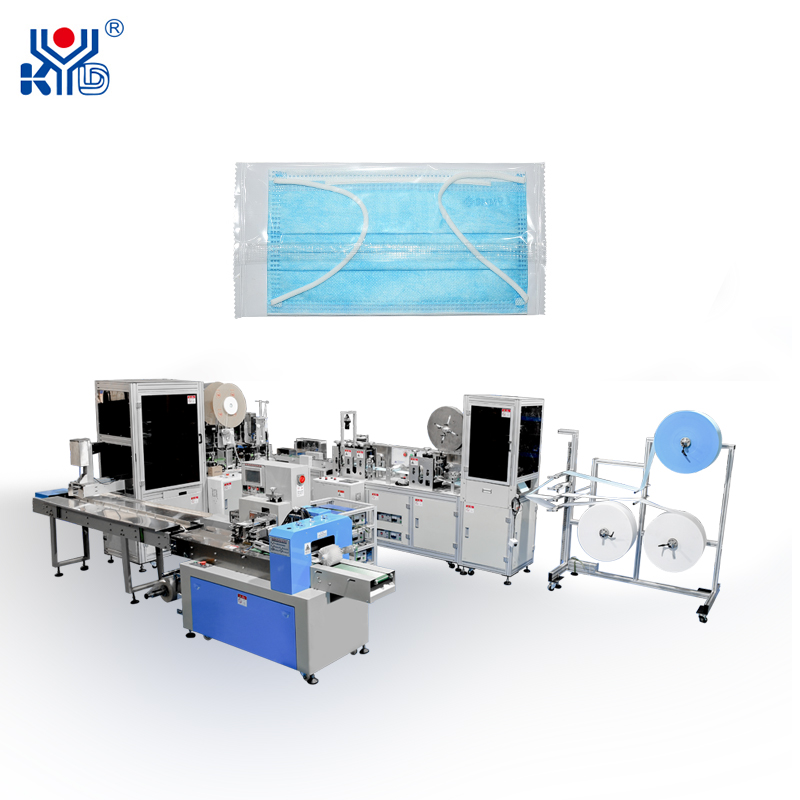 KYD-MF021 Полностью автоматическая линия для производства, тестирования и упаковки медицинских масок
KYD-MF021 Полностью автоматическая линия для производства, тестирования и упаковки медицинских масок -
 KYD-N002 Машина для производства круглых ватных дисков
KYD-N002 Машина для производства круглых ватных дисков -
 KYD-MF023C Машина для производства медицинских масок с автоматической четырёхсторонней упаковкой
KYD-MF023C Машина для производства медицинских масок с автоматической четырёхсторонней упаковкой -
 KYD-MD002-5 Полностью автоматическая машина для производства респираторов KN95 с зажимами и складками на головном ремне
KYD-MD002-5 Полностью автоматическая машина для производства респираторов KN95 с зажимами и складками на головном ремне
Связанный поиск
Связанный поиск- Дешевые производители машин для производства чашечных респираторов
- Поставщики машины для производства одноразовых нагрудников
- Производитель оборудования для производства медицинских простыней
- Линия по производству медицинских складных респираторов в китае
- Линия по производству медицинских складных респираторов
- Отличный производитель противогазового фильтра
- Дешевые производители формованных респираторов с дыхательными клапанами
- Полностью автоматический завод по производству противоаэрозольных трехпанельных респираторов
- Дешевые ffp1ffp2ffp3 три панели респиратор производственная линия производитель
- Завод по производству медицинских масок с бумажно-пластиковой упаковкой



