
Поставщики оборудования для производства трехпанельных респираторов с дыхательным клапаном
Если вы ищете поставщиков оборудования для производства трехпанельных респираторов с дыхательным клапаном, то скорее всего сталкиваетесь с определенной путаницей. Многие предлагают готовые линии, но не всегда учитывают специфику конкретного производства. Иногда проще начать с отдельных узлов, а не сразу вкладываться в комплексное решение. Этот опыт я накопил за несколько лет работы в сфере производства средств индивидуальной защиты (СИЗ). Обсудим, на что стоит обратить внимание, какие проблемы могут возникнуть, и какие подходы оказались наиболее эффективными. Не обещаю готовых формул, лишь поделимся реальным опытом.
Основные этапы производства и выбор оборудования
Производство трехпанельных респираторов с дыхательным клапаном – это не просто сборка. Это сложный процесс, включающий несколько ключевых этапов, каждый из которых требует специализированного оборудования. Начнем с выборки и подготовки ткани. Здесь критически важна автоматическая система выдержки, чтобы обеспечить стабильность влажности и температуры, что напрямую влияет на качество конечного продукта. Простое хранение в помещении – это не вариант, особенно для материалов, чувствительных к перепадам влажности. В этой части часто игнорируют необходимость контроля влажности – это ошибка, которая ведет к браку и снижению прочности.
Следующий этап – это раскрой. Тут традиционно используют автоматические раскройные комплексы, с лазерным или механическим разрезом. Важно, чтобы система была точной, чтобы минимизировать отходы материала и избежать дефектов. Я видел случаи, когда из-за неточной раскройки приходилось перерабатывать значительную часть партии, что серьезно сказывалось на себестоимости. Иногда, особенно при небольших тиражах, более экономичным может оказаться ручной раскрой, но это требует высокой квалификации персонала.
Далее – это этап сварки. Именно здесь формируется трехслойная структура респиратора. Используется ультразвуковая сварка, и здесь важно правильно подобрать мощность и время воздействия. Слишком короткое время – слабая сварка, слишком долгое – перегрев и повреждение материала. Качество ультразвукового оборудования напрямую влияет на долговечность респиратора. Часто встречаются проблемы с неравномерностью сварки – это требует дополнительного контроля качества.
Сварка – 'узкое место' и современные решения
Ультразвуковая сварка – это, безусловно, оптимальный метод для производства респираторов, но он требует грамотной настройки и регулярного обслуживания оборудования. Я видел системы, которые просто 'гудели', но не обеспечивали качественную сварку. Часто проблема была в неправильной настройке частоты ультразвука или в изношенных зондах. Регулярная замена зондов – это необходимость, а не опциональный пункт.
В последнее время наблюдается тенденция к автоматизации процесса сварки. Современные системы позволяют автоматически регулировать мощность и время воздействия, а также контролировать качество сварки в режиме реального времени. Такие системы позволяют значительно повысить производительность и снизить количество брака. Недавно мы столкнулись с проблемой неравномерной сварки в старой системе, и переход на автоматическую систему с контролем качества дал немедленный результат – снижение брака на 15%.
Еще один важный момент – выбор ультразвуковых зондов. От их конструкции и материала напрямую зависит качество сварки. Нужно учитывать толщину материала и тип ткани. Оптимальным решением является использование зондов с регулируемой мощностью. Иногда, при работе с особо тонким материалом, даже срезка зонда под определенным углом может улучшить результат.
Дыхательные клапаны: выбор и установка
Выбор дыхательных клапанов – это отдельная статья расходов и ответственности. Клапаны бывают разных типов: мембранные, с гибким поршнем, и т.д. Каждый тип имеет свои преимущества и недостатки. Мембранные клапаны, как правило, более надежны и долговечны, но и дороже. Гибкие поршневые клапаны – более экономичный вариант, но требуют более частой замены.
Важно учитывать расход воздуха и давление клапана. Неправильный выбор клапана может привести к снижению эффективности респиратора и увеличению нагрузки на органы дыхания. На этапе проектирования необходимо тщательно просчитать эти параметры.
Установка дыхательного клапана требует высокой точности и аккуратности. Важно, чтобы клапан был надежно закреплен и герметичен. Иногда возникает проблема с неправильной установкой клапана, что приводит к утечкам воздуха. В таких случаях необходимо тщательно проверить герметичность соединения.
Качество материалов и контроль
Качество используемых материалов – это, пожалуй, самый важный фактор, влияющий на качество конечного продукта. Не стоит экономить на ткани, фильтрах и других компонентах. Лучше потратить немного больше на качественные материалы, чем потом тратить деньги на переработку брака. Изучайте поставщиков, проверяйте сертификаты, не стесняйтесь брать образцы и проводить собственные испытания.
Контроль качества должен осуществляться на каждом этапе производства. Важно не только проверять готовые респираторы, но и контролировать качество материалов и сварки. Используйте современные методы контроля качества, такие как ультразвуковой контроль и визуальный осмотр.
Особое внимание следует уделять тестированию респираторов на соответствие стандартам. Необходимо регулярно проводить испытания на герметичность, воздухопроницаемость и устойчивость к воздействию различных факторов. У нас однажды были проблемы с поставщиком фильтров, которые не соответствовали заявленным характеристикам. Это привело к тому, что большая партия респираторов была признана бракованной.
В заключение, хочу сказать, что производство трехпанельных респираторов с дыхательным клапаном – это сложный и ответственный процесс, требующий профессионального подхода. Не стоит экономить на оборудовании и материалах. Важно тщательно контролировать каждый этап производства и уделять особое внимание качеству. Не бойтесь экспериментировать и искать новые решения. И помните, что качество СИЗ – это здоровье и безопасность людей.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 KYD-N022 Машина для производства медицинских бахил из нетканого материала
KYD-N022 Машина для производства медицинских бахил из нетканого материала -
 KYD-N001 Машина для производства ватных дисков с ручной вставкой
KYD-N001 Машина для производства ватных дисков с ручной вставкой -
 KYD-U004 Ультразвуковая машина для сварки манжет
KYD-U004 Ультразвуковая машина для сварки манжет -
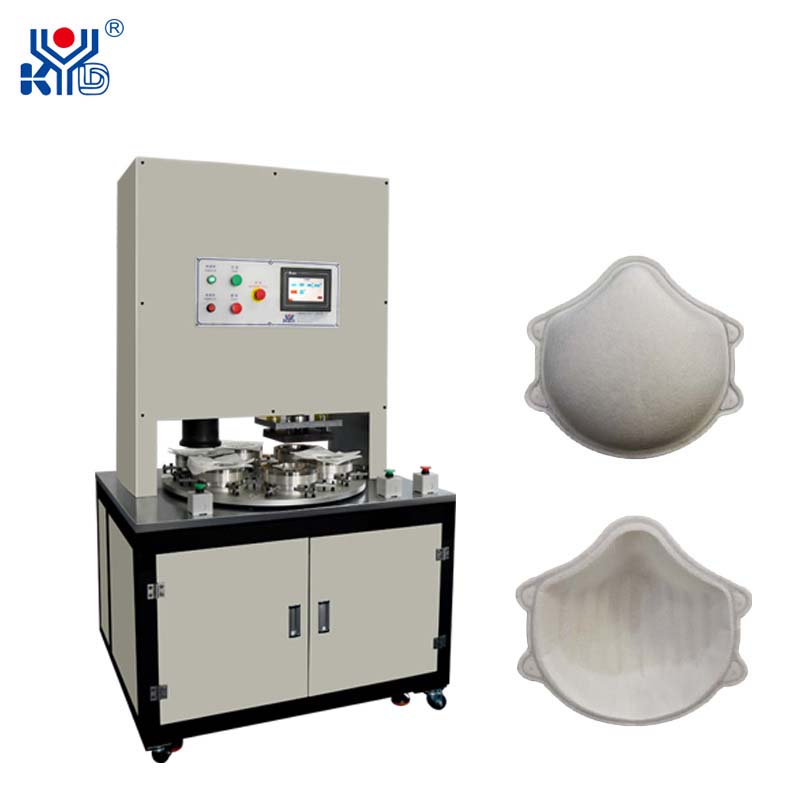 KYD-MC003 Машина для термической резки чашечных респираторов
KYD-MC003 Машина для термической резки чашечных респираторов -
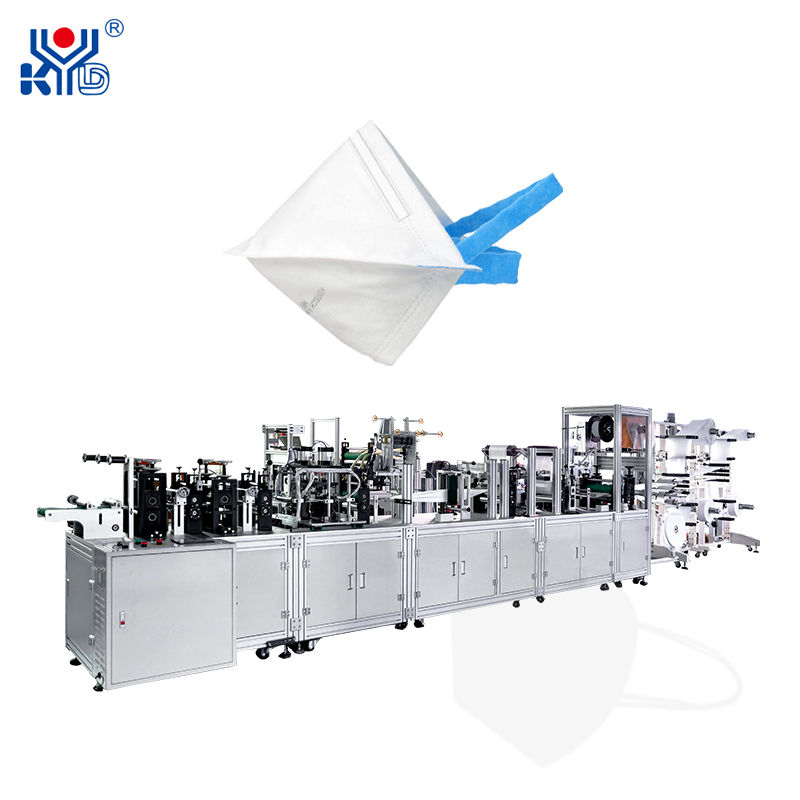 KYD-MD002 Машина для производства респираторов с “утинным клювом”
KYD-MD002 Машина для производства респираторов с “утинным клювом” -
 KYD-N025 Полностью автоматическая машина для производства крышек для унитазов
KYD-N025 Полностью автоматическая машина для производства крышек для унитазов -
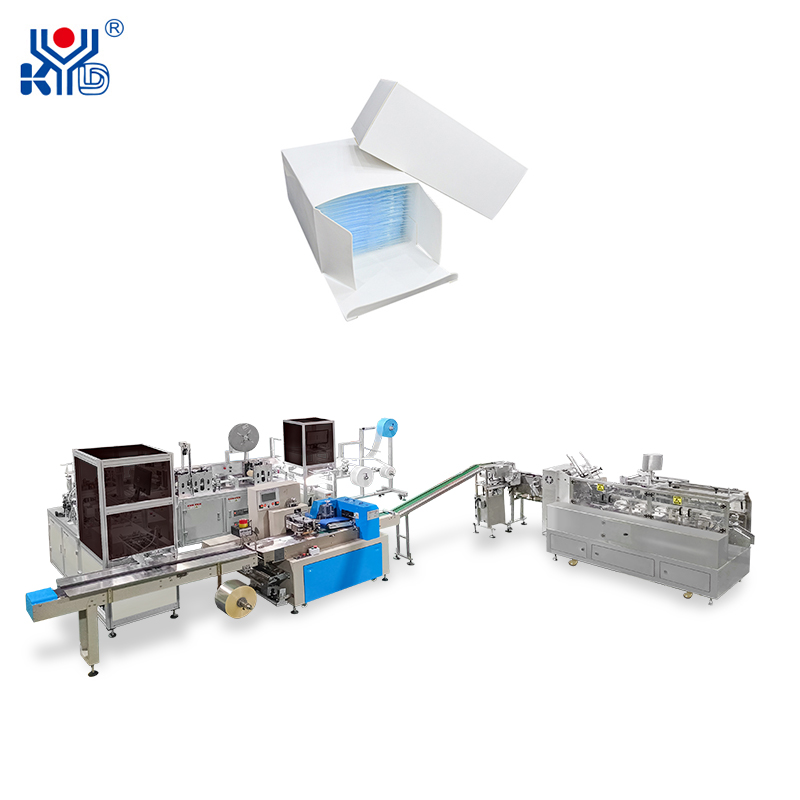
 KYD-MF024 Машина для производства медицинских масок с упаковкой из бумаги и пластика
KYD-MF024 Машина для производства медицинских масок с упаковкой из бумаги и пластика -
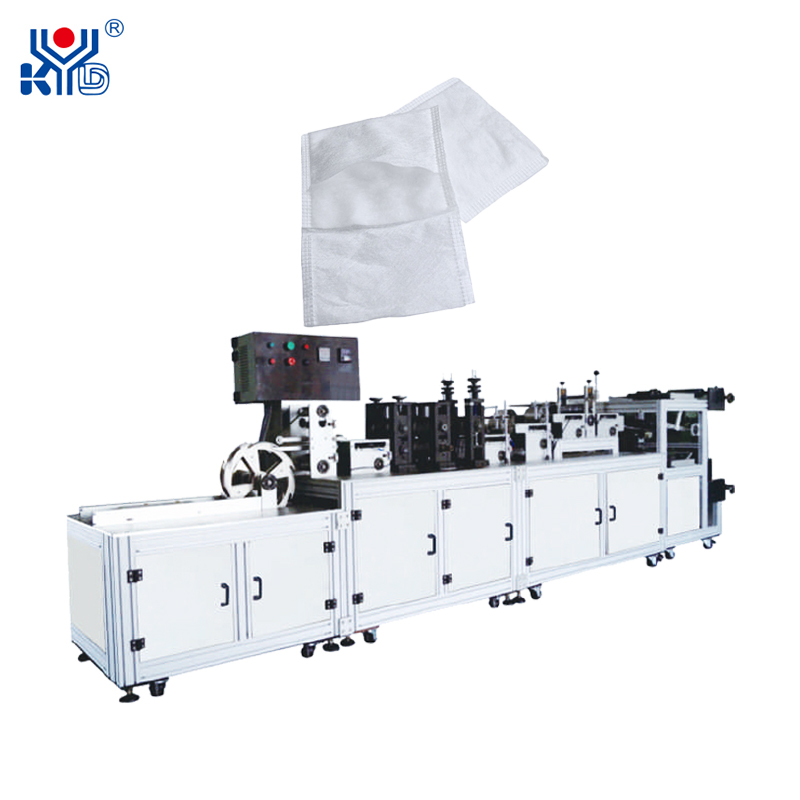
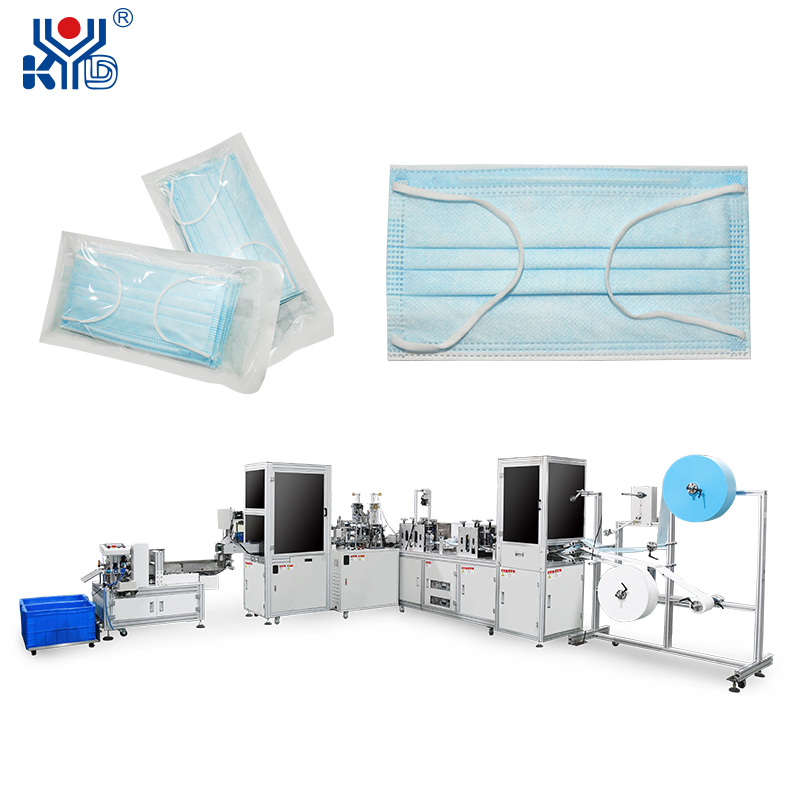
 KYD-FH004 Машина для производства трёхпанельных респираторов
KYD-FH004 Машина для производства трёхпанельных респираторов -
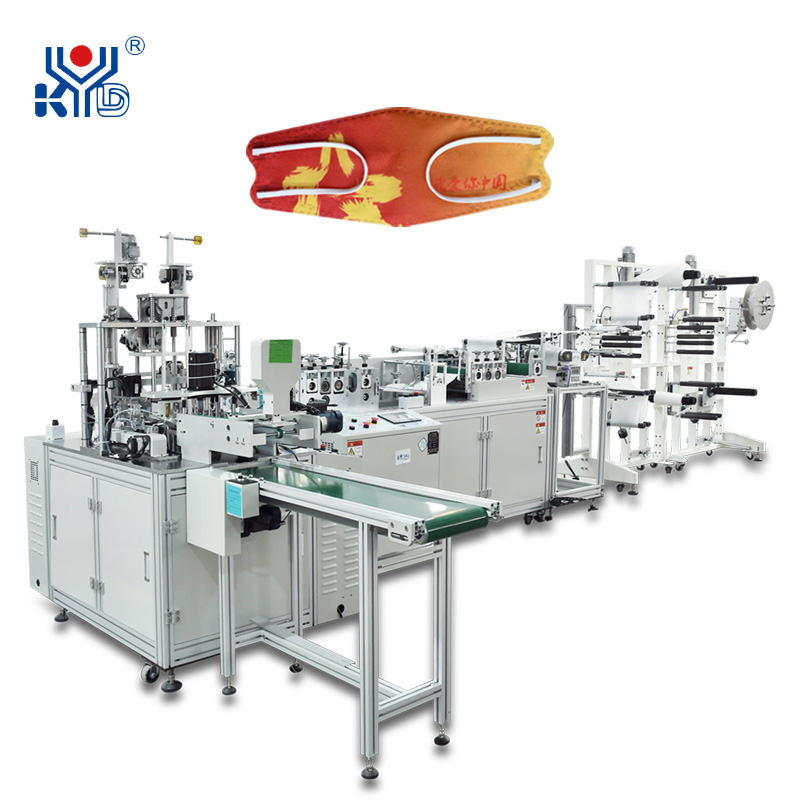 KYD-FH004C Машина для производства трёхпанельных респираторов с высокоскоростным цветным позиционированием
KYD-FH004C Машина для производства трёхпанельных респираторов с высокоскоростным цветным позиционированием -
 KYD-MF023C Машина для производства медицинских масок с автоматической четырёхсторонней упаковкой
KYD-MF023C Машина для производства медицинских масок с автоматической четырёхсторонней упаковкой -
 KYD-MF005 Машина для производства медицинских хирургических масок с завязками
KYD-MF005 Машина для производства медицинских хирургических масок с завязками -
 KYD-MD002-5 Полностью автоматическая машина для производства респираторов KN95 с зажимами и складками на головном ремне
KYD-MD002-5 Полностью автоматическая машина для производства респираторов KN95 с зажимами и складками на головном ремне
Связанный поиск
Связанный поиск- Машина для производства перчаток для рук и ног
- Поставщики линия по производству складных респираторов без дыхательного клапана
- Ведущий производитель масок для рук
- Отличный производитель машины для производства фильтров 5n11
- Производитель знаменитой линии по производству противопылевых фильтров
- Китайский производитель оборудования для производства фильтров 5n11
- Дешевая литая машина для производства респираторов
- Известный производитель станков для изготовления хирургических халатов
- Производители линий по производству складных респираторов без дыхательных клапанов
- Машина для производства шапочки для душа из полиэтилена в китае



