
Поставщики оборудования для производства формованных респираторов без дыхательного клапана
Итак, оборудование для производства формованных респираторов без дыхательного клапана. Встречаются запросы, особенно сейчас, когда интерес к средствам защиты дыхания, мягко говоря, возрос. Многие приходят с представлениями о каком-то 'пакете' оборудования, готовом к подключению. Как бы это сказать... как будто можно просто купить и начать производить. А вот это – не совсем так. Нужно понимать, что речь идет о технологичном производстве, а не просто о сборке каких-то деталей. В моем понимании, это комплексный процесс, включающий в себя формующее оборудование, системы контроля качества, и, конечно, логистику. Постараюсь рассказать, о чем идет речь на самом деле.
Основные этапы производства и необходимое оборудование
Первый вопрос, который встает – какие именно этапы необходимы для производства респираторов без клапана? Обычно это включает в себя подготовку материала (полимерной пленки), формование, обрезку, нанесение дополнительных элементов (ремней, носа, и т.д.), а также контроль качества. И здесь уже появляется список необходимого оборудования. Начать стоит с пресс-формы – это, пожалуй, ключевой элемент. От ее качества и точности напрямую зависит качество готового изделия. И вот тут начинается самое интересное – разработка пресс-формы. Это не просто изготовление из металла, это инженерная задача, требующая глубокого понимания материала, геометрии респиратора и технологических особенностей формования. Недостатки в пресс-форме сразу бросаются в глаза на конечном продукте – дефекты, неравномерность толщины, геометрические искажения. У нас однажды была проблема с неправильной формой носа – пришлось переделывать целую партию!
Следующий этап – это, собственно, процесс формования. Здесь можно использовать различные технологии: вакуумную инфузию, термоформование, прессование. Выбор технологии зависит от материала, требуемой точности и объема производства. Вакуумная инфузия хороша для сложных форм, но более дорога в реализации. Термоформование – это более простой вариант, но требующий точного контроля температуры и давления. Прессование - для крупных партий, но требует очень качественной и долговечной пресс-формы. И вот здесь я бы хотел упомянуть про необходимость автоматизации процесса. Ручной труд здесь слишком затратен и не обеспечивает требуемой стабильности качества. Автоматизированные линии, с системой контроля параметров процесса, позволяют производить респираторы с высокой точностью и минимальными отходами.
После формования идет обрезка, нанесение ремней, носа и других элементов. Здесь используются различные станки – режущие, сверлильные, присадочные. Важно, чтобы эти станки были точно откалиброваны и работали в синхронизации с процессом формования. В противном случае, можно получить проблемы с посадкой ремней, неправильным положением носа и другими дефектами. Качество швов также играет огромную роль – они должны быть прочными и не создавать утечек воздуха. И, конечно, контроль качества на каждом этапе производства – это обязательное условие. Проверка геометрии, прочности, герметичности, отсутствие дефектов – все это необходимо для обеспечения безопасности и эффективности респиратора.
Сложности с материалами и их выбор
Выбор материала – это отдельная большая тема. Сейчас активно используются различные виды полимерных пленок: полиэтилен, полипропилен, полиэтилентерефталат (ПЭТ). Каждый материал имеет свои преимущества и недостатки. Полиэтилен – это самый дешевый вариант, но он менее устойчив к высоким температурам и химическим веществам. Полипропилен – более прочный и устойчивый, но и дороже. ПЭТ – это самый дорогой вариант, но он обладает наилучшими характеристиками: высокой прочностью, устойчивостью к высоким температурам и химическим веществам, а также хорошей герметичностью. При выборе материала важно учитывать требования к респиратору, условия его эксплуатации и бюджет. Также не стоит забывать про экологичность материалов – сейчас все больше внимания уделяется использованию биоразлагаемых пленок.
Проблемы часто возникают с адгезией, особенно если используются разные материалы. Вам может потребоваться специальный клей или адгезивное покрытие для обеспечения надежного соединения элементов. Важно выбирать адгезивы, которые соответствуют материалам и не содержат вредных веществ. Еще одна проблема – это деформация материала при нагревании. Необходимо тщательно контролировать температуру и давление при формовании, чтобы избежать деформации и сохранить геометрию респиратора. Мы однажды имели неприятность – использовали неправильную температуру для ПЭТ пленки и в итоге получили деформированные респираторы, которые пришлось утилизировать.
Важно отметить, что современные разработки в области материалов открывают новые возможности для производства респираторов. Например, сейчас активно разрабатываются новые виды полимеров с улучшенными характеристиками: повышенной прочностью, устойчивостью к химическим веществам и высокой герметичностью. Использование нанотехнологий позволяет создавать покрытия с антибактериальными и антивирусными свойствами. Кроме того, разрабатываются новые технологии переработки отходов полимеров, что позволяет снизить себестоимость производства и уменьшить негативное воздействие на окружающую среду.
Контроль качества: Необходимость и методы
Контроль качества – это не просто формальность, это критически важный элемент производства респираторов. От качества респираторов зависит здоровье и безопасность людей, которые их используют. Контроль качества должен осуществляться на всех этапах производства: от проверки входного сырья до контроля готовой продукции. Использование современных методов контроля качества позволяет выявлять дефекты на ранней стадии и предотвращать их попадание в конечное изделие. Это может быть визуальный осмотр, измерение геометрии, проверка прочности, герметичности и других характеристик.
Визуальный осмотр – это самый простой и доступный метод контроля качества. Он позволяет выявить явные дефекты, такие как трещины, царапины, пятна и другие повреждения. Измерение геометрии позволяет проверить соответствие респиратора заданным размерам и форме. Проверка прочности включает в себя испытание на растяжение, сжатие и изгиб. Проверка герметичности осуществляется путем создания вакуума и измерения скорости утечки воздуха. Для автоматизации контроля качества могут использоваться различные датчики и системы машинного зрения. Они позволяют быстро и точно выявлять дефекты и предотвращать их попадание в конечное изделие. Особое внимание следует уделять контролю герметичности – утечки воздуха могут значительно снизить эффективность респиратора.
В заключение, хочу подчеркнуть, что производство респираторов без вытяжного клапана – это сложный и ответственный процесс, требующий использования современного оборудования, качественных материалов и строгого контроля качества. Не стоит экономить на оборудовании и материалах – это может привести к серьезным последствиям. Важно также постоянно следить за новыми разработками в области технологий производства респираторов и внедрять их в свою практику. И конечно, не забывайте про безопасность – работа с полимерными пленками требует соблюдения определенных мер предосторожности.
ООО Прецизионное машиностроение Гуандун Куайюда, как компания с многолетним опытом в отрасли, может предложить комплексные решения для производства оборудования для производства формованных респираторов без дыхательного клапана, от проектирования пресс-форм до поставки готовой линии. Подробности – на нашем сайте: https://www.gdkyd.ru.
Соответствующая продукция
Соответствующая продукция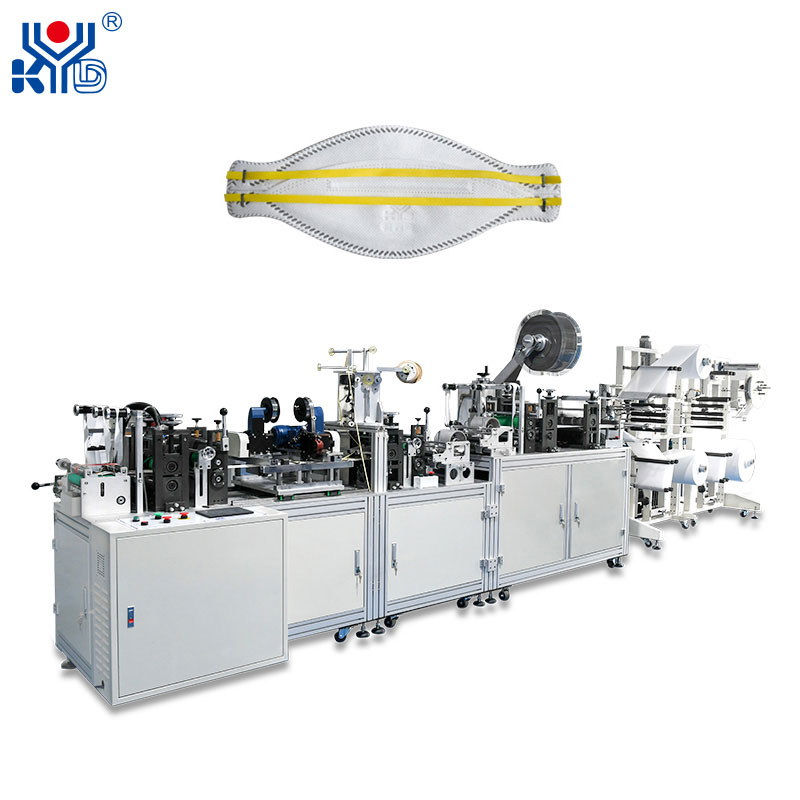





Самые продаваемые продукты
Самые продаваемые продукты-
 KYD-MC007 Машина для сварки ушных петель чашечных респираторов
KYD-MC007 Машина для сварки ушных петель чашечных респираторов -
 KYD-N008 Машина для производства одноразовых стелек
KYD-N008 Машина для производства одноразовых стелек -
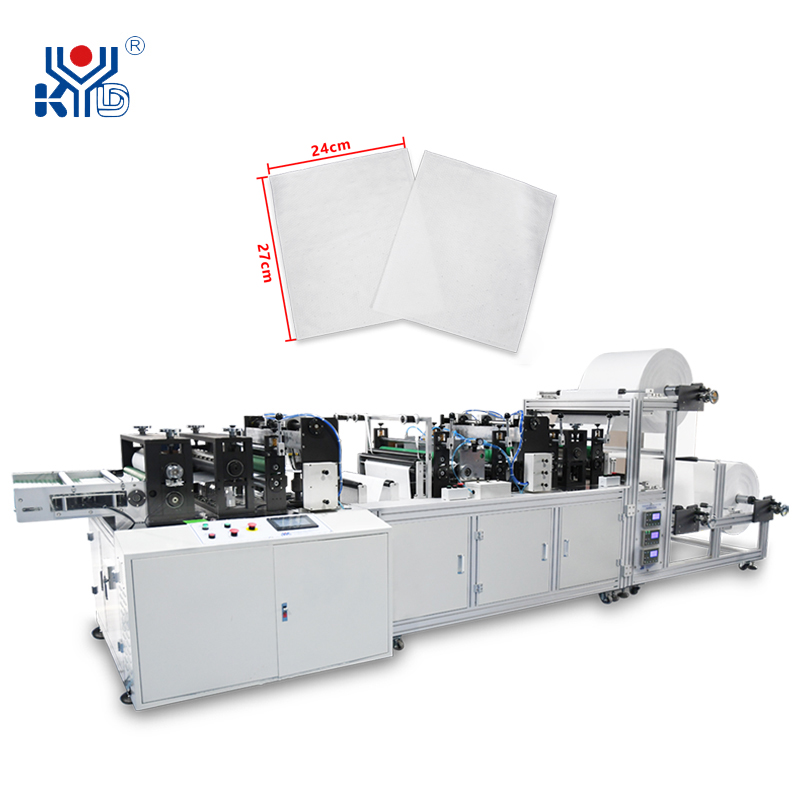 KYD-N010 Машина для производства водостригальных полотенец
KYD-N010 Машина для производства водостригальных полотенец -
 KYD-U004 Ультразвуковая машина для сварки манжет
KYD-U004 Ультразвуковая машина для сварки манжет -
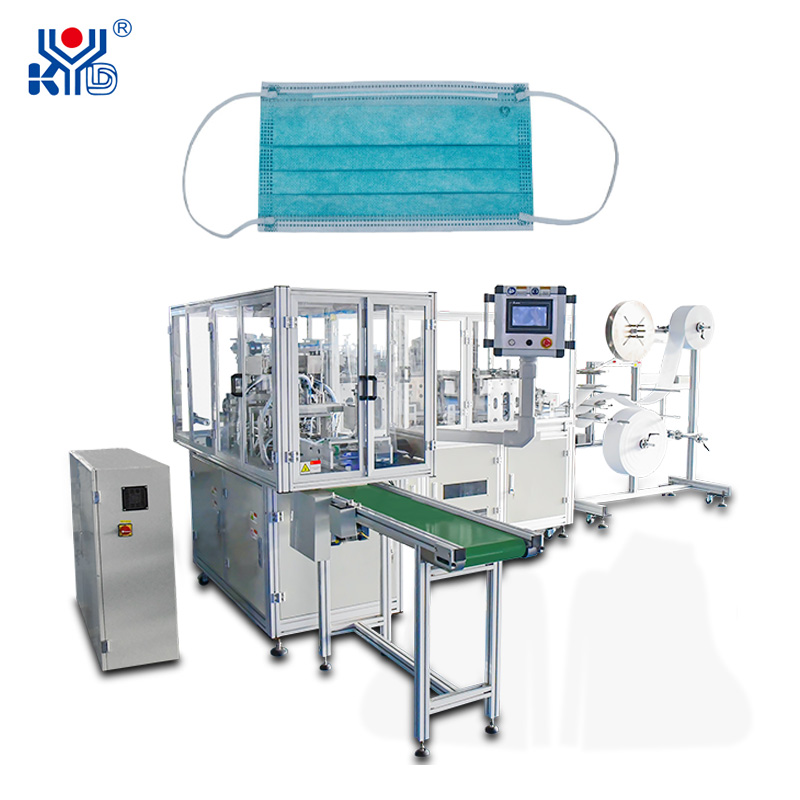
 KYD-FH008 Полностью автоматическая машина для производства трёхпанельных респираторов с регулируемыми ушными петлями
KYD-FH008 Полностью автоматическая машина для производства трёхпанельных респираторов с регулируемыми ушными петлями -
 KYD-N001 Машина для производства ватных дисков с ручной вставкой
KYD-N001 Машина для производства ватных дисков с ручной вставкой -
 KYD-MD023 Машина для сверхскоростного производства складных респираторов
KYD-MD023 Машина для сверхскоростного производства складных респираторов -
 KYD-MD022 Машина для производства респираторов с складками и головным ремнем
KYD-MD022 Машина для производства респираторов с складками и головным ремнем -
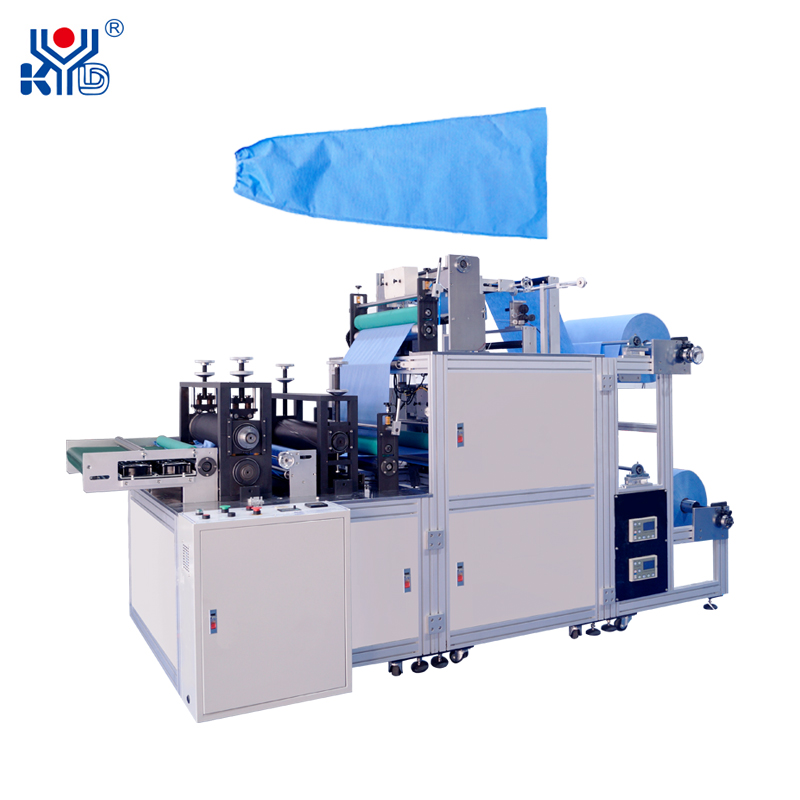 KYD-MS007 Полностью автоматическая машина для производства рукавов защитной одежды
KYD-MS007 Полностью автоматическая машина для производства рукавов защитной одежды -
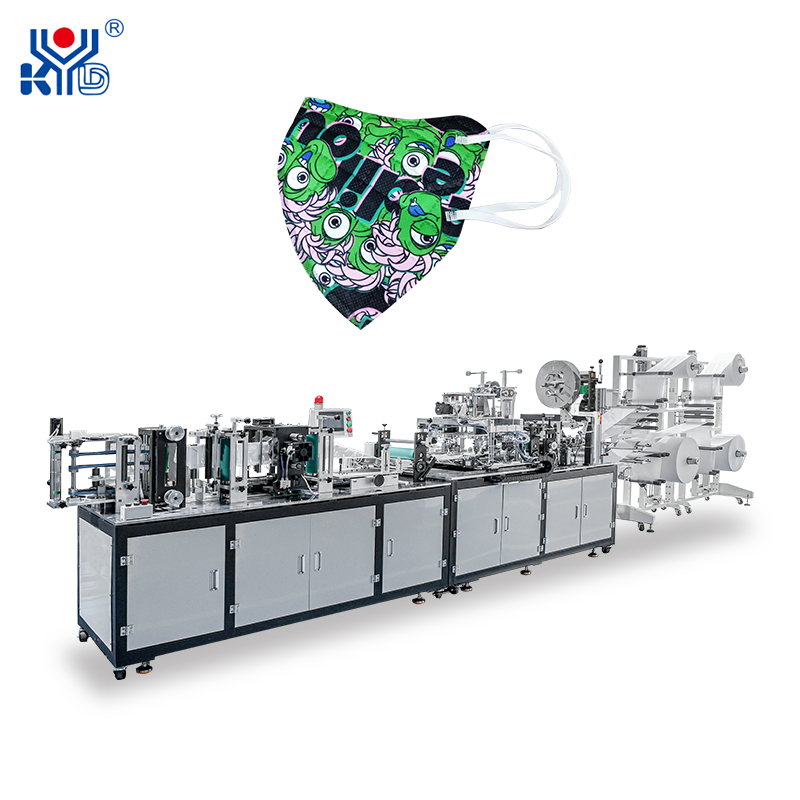 KYD-MD024C Машина для сверхскоростного производства респираторов с функцией цветовой идентификации
KYD-MD024C Машина для сверхскоростного производства респираторов с функцией цветовой идентификации -
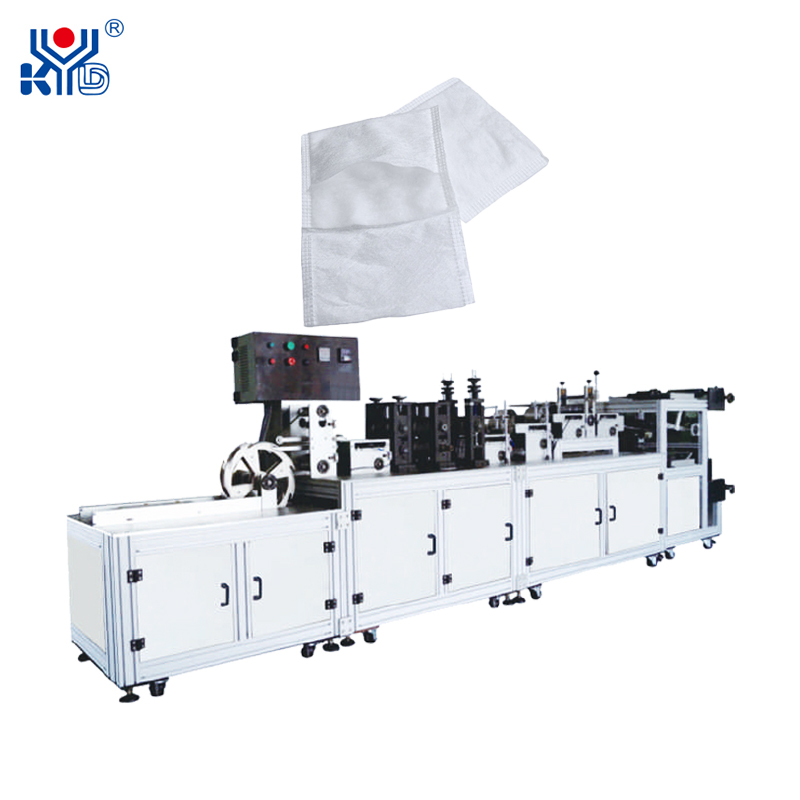
 KYD-MS001 Машина для производства одноразовых медицинских шапочек
KYD-MS001 Машина для производства одноразовых медицинских шапочек -
 KYD-MD002 Машина для производства респираторов с “утинным клювом”
KYD-MD002 Машина для производства респираторов с “утинным клювом”
Связанный поиск
Связанный поиск- Производитель отличной линии по производству фильтров 2091
- Машина для производства простыней из нетканого материала
- Известный производитель трехпанельного респиратора без дыхательного клапана
- Известный производитель линии по производству медицинских масок
- Производитель сверхскоростных складных станков для производства респираторов
- Машина для производства медицинских складных респираторов
- Китайская линия по производству медицинских трёхпанельных респираторов
- Дешевый литой респиратор ffp1ffp2ffp3
- Производитель оборудования для производства косметических средств в китае
- Дешевое оборудование для производства продуктов красоты для путешествий



